Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

Introduction: Molding is the primary process in cosmetic packaging. Hollow blow molding is one of the most commonly used plastic molding methods and also a rapidly developing plastic molding method. Plastic products are widely used in all walks of life. It can be said that hollow blow molding products have been integrated into our lives. This article briefly describes the relevant knowledge of hollow blow molding, and the content is for reference by friends of the excellent packaging system:
Hollow blow molding
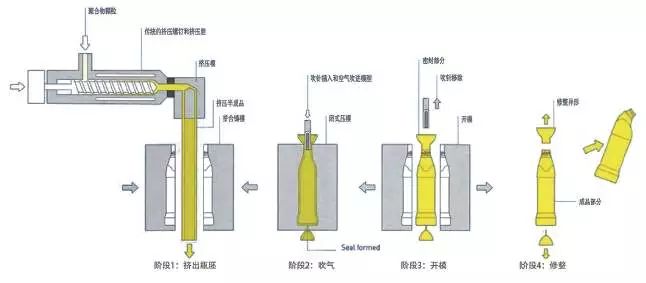
Hollow blow molding is a molding method in which the tube blank obtained by extrusion or injection molding is placed in a mold, compressed air is introduced into the tube blank to inflate it, so that it is close to the wall of the mold cavity, and then the hollow product is obtained by cooling and demolding. This molding method can produce various packaging containers such as bottles, pots, barrels, daily necessities and children’s toys.
The types of plastics used for hollow blow molding include polyethylene, polyvinyl chloride, polypropylene, polystyrene, linear polyester, polycarbonate, polyamide, cellulose acetate and polyacetal resin. High-density polyethylene ranks first in consumption and is widely used in food, chemical and liquid packaging. High molecular weight polyethylene is suitable for manufacturing large fuel tanks and barrels. Polyvinyl chloride is widely used in the packaging of cosmetics and detergents because of its good transparency and air tightness. With the development of non-toxic polyvinyl chloride resins and additives, as well as the development of stretch blow molding technology, the use of polyvinyl chloride containers in food packaging has increased rapidly, and has begun to be used in the packaging of beer and other beverages containing carbon dioxide gas. Linear polyester materials are new materials that have entered the field of hollow blow molding in recent years. Because its products have a glossy appearance, excellent transparency, high mechanical strength, good preservation of items in the container, and no pollution to the environment during waste incineration, it has developed rapidly in the packaging bottle, especially in the use of pressure-resistant plastic food containers.
Due to the modification of polypropylene resins and the advancement of processing technology, the use of polypropylene has also increased year by year.
02. Process classification and characteristics
Extrusion-blow molding: simple production method, high output, low precision, more applications

注射—吹塑:精度高,质量好,价高,适于批量大产品。

Stretch blow molding: The product is stretched, with high strength and good air tightness. It includes two methods: extrusion-stretch-blow molding (abbreviated as extrusion-stretch-blow) and injection-stretch-blow molding (abbreviated as injection-stretch-blow).
Blowing pressure
In blow molding, compressed air has two functions: one is to expand the tube blank and close to the wall of the mold cavity to form the required shape; the other is to play a cooling role.
Depending on the type of plastic and the temperature of the blank, the air pressure is also different. It is generally controlled between 0.2-0.7 MPa. The most suitable pressure is the pressure that can make the product’s shape and pattern clearly revealed after molding.
For plastics with low viscosity and easy deformation, a lower value is used; for plastics with high viscosity and modulus, a higher value is used; large volume and thin-walled products should use higher pressure; small volume and thick-walled products should use lower pressure.
2) Inflation speed
In order to shorten the blowing time and facilitate the product to obtain a more uniform thickness and a better surface, the inflation speed (the volume of air flowing per unit time) should be as large as possible, but not too large, otherwise it will have adverse effects on the product: first, it will cause a vacuum at the air inlet, causing this part of the parison to sink inward, and when the parison is fully inflated, the sunken part will form a diaphragm; second, the parison in the die part may be broken by the extremely fast airflow, resulting in waste.
For this reason, it is necessary to increase the diameter of the blowpipe or appropriately reduce the inflation speed.
3) Blowing ratio
The ratio of the size of the product to the size of the parison is usually called the blowing ratio. When the size and weight of the parison are constant, the larger the size of the product, the larger the blowing ratio of the parison. The size of the blowing ratio is determined according to the type and nature of the plastic, the shape and size of the product, and the size of the parison. The blowing ratio is usually controlled at 2 or 4 times.
4) Mold temperature and cooling time
To ensure the quality of the product, the temperature of the mold should be evenly distributed, and the mold temperature is generally maintained at 20-50℃. If the mold temperature is too low, the plastic elongation at the clamp will be reduced, making it difficult to blow, and the product will be thickened in this part, making molding difficult, and the outline and pattern of the product will not be clear. If the mold temperature is too high, the cooling time will be extended, and the production cycle will be extended. The product will be deformed during demolding and shrinkage will increase.
The mold temperature depends on the type of plastic. When the glass transition temperature of the plastic is high, a higher mold temperature can be used; otherwise, the mold temperature should be reduced as much as possible.
Usually, as the wall thickness of the product increases, the cooling time is extended. Sometimes, in addition to cooling the mold, the molded product can also be internally cooled, that is, various cooling media (such as liquid nitrogen, carbon dioxide, etc.) are introduced into the product for direct cooling.
5) Molding cycle
The blow molding cycle includes processes such as extruding the parison, cutting the parison, closing the mold, blowing, cooling, deflation, opening the cross section, and taking out the product (subsequent trimming, matching, and packaging are not included).